Svařování neželezných kovů ovlivňuje kvalitu svaru
Polarita při svařování neželezných kovů ovlivňuje několik důležitých parametrů. Patří mezi ně:
— ovladatelnost svařovacího oblouku, jeho koncentrace;
— hloubka průniku;
— kvalita svaru.
Všechny výše uvedené parametry lze zlepšit výběrem správného typu elektrody, jejího povlaku a vlastně i správného připojení. Svařování neželezných kovů se nejčastěji provádí wolframovými elektrodami při přímé polaritě.
Nezapomeňte, že elektroda má mínus. Díky této kombinaci je možné zajistit potřebnou teplotu pro hlubší tavení. Volbou správné tloušťky elektrody můžete ušetřit peníze během pracovního procesu, protože širší vzorky nejen zvyšují přímé náklady, ale také vyžadují větší spotřebu ochranného plynu.
S obrácenou polaritou a plusovým pólem na držáku wolfram neposkytuje tak hluboký svar.
V případě tenkých plechů z neželezných kovů takové spojení chrání kov před popálením. Stojí za zvážení, že hliník vyžaduje vyšší teplotu schopnou překonat oxidový film. Takové spojení však bude mít v důsledku magnetického foukání bludný oblouk a nepříliš estetický šev.
Pro plnohodnotnou práci s neželeznými kovy je nutné zajistit jednosměrný tok elektronů. V tomto případě se bezpochyby jedná o stejnosměrný proud. Díky tomu bude svar krásný a bude splňovat všechna kritéria kvality.
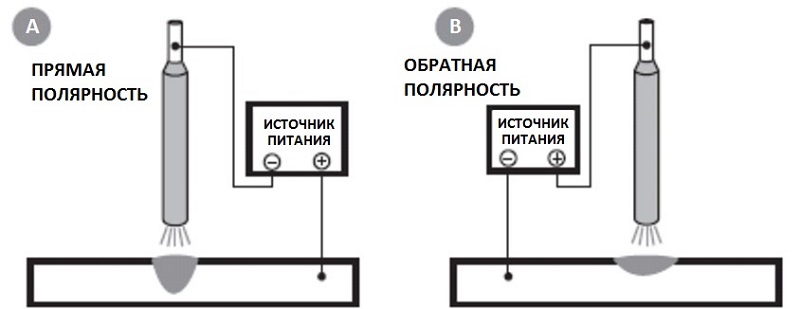
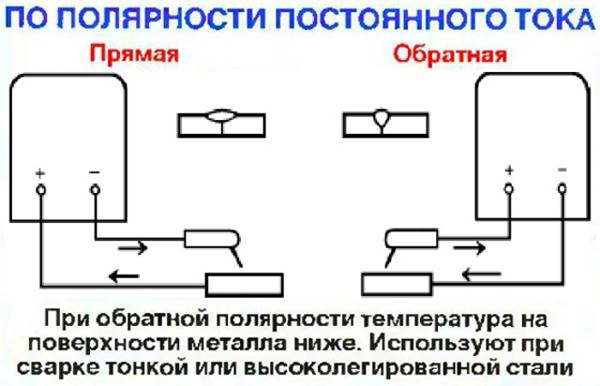
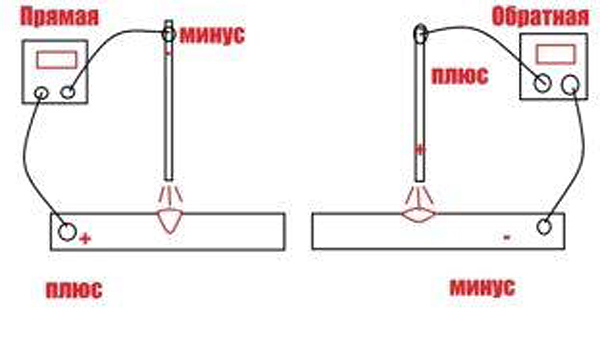
Na rozdíl od svařování MMA nevyžaduje použití svařovacího invertoru volbu polarity, protože se mění přímo na svářečce. U konvenčního svařování je pro přímou polaritu nutné připojit kladný pól ke svařovanému dílu. Pro obrácenou polaritu se proud musí pohybovat ze záporného na kladný pól. Proto musí mít zemnící svorka záporný pól, a proto bude na elektrodě kladný pól.
Při přímé polaritě se proud bude pohybovat z elektrody na kov a zahřívat ho. Za tímto účelem se podle definice umístí plus na zemnící svorku a mínus na elektrodu.
Svařování s invertorem: obrácená a stejná polarita
Poloautomatické svařovací stroje pracují na stejnosměrný proud pomocí svařovacího drátu nebo elektrod.
Při použití poloautomatického zařízení je velmi důležité dodržovat polaritu při připojení.

U invertorových svářecích strojů se k označení polarity používají následující nápisy:
AC – střídavý proud;
DC – stejnosměrný proud.
Takové nápisy se vyrábějí i na většině vyráběných elektrod. Hloubka tavení, estetika a pevnost svaru budou do značné míry záviset na tom, jak správně je zvolena polarita.
Před zahájením svařování zkontrolujte funkci vašeho zařízení na zkušebním vzorku nebo na okraji svařovaného výrobku. Jak se říká, 7krát měř a jednou řež.
V elektrickém obvodu svářecího stroje se stejnosměrný proud vždy pohybuje jedním směrem. Střídavý proud se vyznačuje tím, že pohyb nabitých částic probíhá nejprve jedním směrem a poté opačným směrem. Poměr je 50/50. Například pokud je frekvence 90 Hz, pak se polarita svařovacího proudu mění 180krát za sekundu. Nezapomeňte, že nesprávně zvolená polarita vyvolává přehřátí, stříkání roztaveného kovu a nestabilitu oblouku. Kromě všech „potěšení“ v tomto případě lze přidat také rychlé vyhoření elektrody a produktivitu navařování.
U většiny svářeček jsou kontakty označeny.
Chcete-li změnit polaritu, jednoduše stiskněte přepínač nebo vyměňte konektory kabelu. Pokud máte potíže s určením polarity na zařízení, můžete zkusit svařovat stejnosměrnou uhlíkovou elektrodou na zkušebním vzorku. Nejprve je třeba elektrodu na obou stranách nabrousit do kuželovitého tvaru (přibližně 5-7 cm). Poté, po předběžné přípravě a očištění kovu, zvolte polaritu a svařujte při 135-150 A. Pokud je svařovací oblouk špatně řízený, nestabilní a nemá kuželovitý tvar, je to jasný indikátor obrácené polarity. Kromě toho na kovu zůstávají stopy uhlíku a elektroda hoří nerovnoměrně a zplošťuje se. Pro lepší viditelnost oblouku můžete zvětšit jeho délku. Uhlíková elektroda tak bude fungovat adekvátně pouze s přímou polaritou.
Pro 100% jistotu můžete změnit polaritu a zapálit oblouk druhou elektrodou. Provedením podobných akcí můžete ověřit zvolený typ polarity.
Polarita při svařování neželezných kovů
Svařování mědi metodou TIG se provádí na stejnosměrný proud s přímou polaritou – a na střídavý proud. V závislosti na tloušťce kovu se volí průměr průřezu elektrody a přídavný materiál.

Při svařování v prostředí dusíku a gelu nebo v čistém dusíku se proud sníží o 10 % a napětí se zvýší na 15 V, maximálně na 20 %. Pro práci s tavnými elektrodami se používá stejnosměrný proud s obrácenou polaritou.
Dělené elektrody se používají pro měď do tloušťky 3 cm s obrácenou polaritou a bez předehřevu.
Svařování mědi pod tavidlem pomocí mechanizovaných zařízení se provádí stejnosměrným proudem s obrácenou polaritou. Jako elektrody se používají grafitové nebo uhlíkové tyče, protože se netaví a mají nízkou spotřebu. Možné jsou i tavitelné elektrody. Efektivní tloušťka pro tuto metodu je 5-10 mm. Parametry svařování: napětí 18-20 V, proud 1000 A.
Svařování titanu
Zvažme vztah mezi těmito parametry. Při ručním svařování tohoto kovu se používá stejnosměrný proud a stejnosměrná polarita. Při automatickém argonovém obloukovém svařování se kov do 4 mm svařuje wolframovou elektrodou. Upozorňujeme, že přísada se používá pouze v případě, že tloušťka titanu je větší než 1.5 mm.

Pokud tloušťka kovu přesáhne 6-8 mm, často se používá svařování tavidlem. V tomto případě se u tradičních svářeček nastavuje přímá polarita. Pro silné kovy (3-12 cm) lze použít elektrostruskové svařování. Vyžaduje také vstřikování argonu pro dodatečnou ochranu svarové lázně.
Při oboustranném svařování s tavnou elektrodou se používá stejnosměrný proud s obrácenou polaritou. V prostředí argonu budou svary užší než v prostředí hélia. Tento rozdíl vzniká proto, že u hélia musí být napětí oblouku vyšší kvůli jeho fyzikálním vlastnostem.
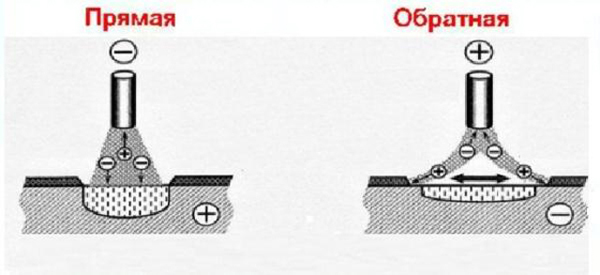
V závislosti na řadě faktorů může mít svařovací oblouk dodávaný při stejnosměrném svařování přímou nebo obrácenou polaritu. V prvním případě je „plusový“ náboj dodáván zpracovávaným prvkům a „mínusový“ náboj elektrodě. Opačná polarita při svařování se vyznačuje dodáním „plus“ k elektrodě a „mínus“ součásti. Přečtěte si více o specifikách metod níže.
Vlastnosti procesu
V přímém směru spojuje svařovací kabel svařovaný prvek s kladnou svorkou stroje. Kladný náboj tak dosáhne obrobku z invertoru; zápor je přiváděn přes držák elektrody.
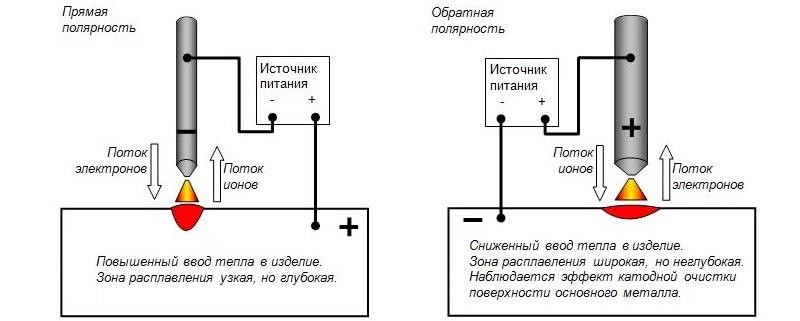
Tento typ zapojení způsobuje zvýšení teploty na anodě (pól „+“) ve srovnání s katodou („-“). To určuje rozsah použití přímé polarity při svařování. Je použitelný pro řezání kovových konstrukcí, obrobků se silnými stěnami, stejně jako v případech, kdy je potřeba vyvinout velké množství tepla nebo vytvořit vysokou procesní teplotu.
Obrácená polarita při svařování invertorem je dodání záporného náboje do zpracovávaného kovu a kladného náboje elektrodě. Situace s uvolňováním tepla je opačná – dochází k nadměrnému zahřívání spotřebního prvku a nedostatečnému zahřívání svařovaného obrobku. Proto se při svařování používá obrácená polarita, pokud je nutné minimalizovat poškození obrobku při práci, stejně jako při jemné práci. Používá se pro trvalé spoje takových materiálů jako: nerezová ocel; plech; vysoce uhlíková nebo legovaná ocel; slitiny náchylné k přehřátí.
Nejznámějšími typy svařování, které využívají napájení zpětným proudem, jsou obloukové svařování a svařování v ochranné atmosféře plynu.
Vzory dle výběru
Proč je při svařování zvolena obrácená polarita pro některé práce a přímá polarita pro jiné? Odpovězme na tuto otázku zvážením tepelných vlastností procesu s použitím obráceného směru.
Když svařovací oblouk hoří na obrobku, na konci elektrody se objeví dvojice oblastí nazývaných anoda a katodové skvrny. Rozdíl jejich teplot někdy dosahuje 800 stupňů Celsia (ve prospěch anody). To znamená, že množství tepla generovaného na obrobku během provozu je poměrně velké a metoda je vhodnější pro vysoce kvalitní svařování švů. Je pozoruhodné, že při provozu se stejnosměrným proudem s přímou polaritou je rychlost hoření kovu elektrody o 20-40% nižší. Ale pro střídavý proud není pozorování polarity vůbec relevantní – jeho zvláštností je, že směr proudu se mění 100krát za jednotku času.
Výhody a nevýhody metod
Změna polarity má různé účinky na aktivitu elektrody. Obrácená polarita během svařování je tedy charakterizována následujícími znaky: zvýšený přívod tepla do obrobku; vysoce kvalitní, hluboké pronikání svařovaného dílu; elektroda pracuje déle (taví se pomalu); je minimalizováno rozstřikování tekutého kovu z obrobku.
Dopředný proud má následující vlastnosti: tepelný tok k obrobku je minimální; penetrace součásti je vysoká, ale nižší než u obrácené polarity; pracovní prvek se rychle roztaví a vyžaduje výměnu; kovové cákance s maximální pravděpodobností.
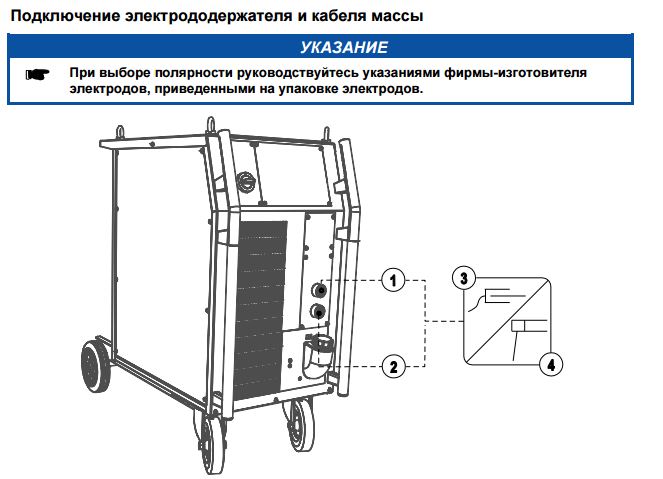
Můžeme s jistotou říci, že jedna metoda je výhodnější než druhá? Svařování proudem s obrácenou polaritou má zjevnější výhody, ale výběr není určen pouze výhodami. U většiny elektrod je doporučená polarita vyznačena na štítku.
Pravidla pro volbu polarity
Hlavním kritériem pro volbu přímé nebo obrácené polarity při svařování je materiál povlaku elektrody. Například uhlíkový spotřební materiál se při opačném zapojení prvků velmi rychle zahřeje a v důsledku toho se zničí. Drát, který nemá žádný povlak, dobře hoří s přímou polaritou, ale při použití střídavého proudu nehoří vůbec.
Rozměry a tvar výsledného švu závisí také na umístění tyčí. Například hlubší průnik je možný při konstantním zpětném proudu, což je způsobeno zvýšeným vývinem tepla na anodě a katodě.
Je důležité si uvědomit, že čím rychleji se proces svařování provádí, tím menší je šířka švu a hloubka průniku.
Jaké vybavení použít
Opačný směr je vyžadován při práci se speciálními instalacemi. Specifikem je, že stroj přivádí drát určitou rychlostí k obrobku, lze tedy zvolit více druhů svařování. Například v prostředí ochranného plynu (při použití argonu nebo oxidu uhličitého) nebo pomocí práškově upraveného drátu. Obrácený směr proudu je použitelný při práci s plyny, přímý – když se proces provádí s plněným drátem (také známým jako drát s tavidlem).
Poloautomatické svařování zahrnuje řadu procesních změn. Nejprve se změní spojení „držáku“ a „země“ – na prvním „plus“, na druhém „mínus“ (reverzní). To se děje tak, že tavidlo zcela vyhoří a proces svařování probíhá uvnitř výsledného plynného mraku. Kov se bude méně zahřívat a rozstřikování kapiček bude minimalizováno.
Přímka se používá pro svařování neželezných kovů, kdy pracovním přídavným prvkem je wolframová elektroda. Tímto způsobem se dosáhne zvýšení teploty v ohřívací zóně, což může být kritické například pro hliník.
Při práci se střídavým proudem je úkolem uživatele včas vyměnit spotřební materiál. Profesionálové nebo pokročilí amatéři preferují stejnosměrný proud jako spolehlivou záruku kvalitního svařování. Práce s invertorem umožňuje zvolit jednu ze dvou známých možností. Přímá a obrácená polarita při svařování se používá v metodách, z nichž každá má své výhody a nevýhody. Volba směru je diktována řadou faktorů, z nichž hlavními jsou materiál spotřebního materiálu a použité zařízení.