Svařování 2
Při vývoji technologického postupu pro ruční obloukové svařování je nejprve nutné správně zvolit typ svarového spoje, který je určen vzájemným uspořádáním svařovaných prvků a formou jejich přípravy (řezu) pro svařování.
GOST 5264-80 stanoví následující hlavní typy svarových spojů: C – tupý, H – přeplátovaný, T – T-spoj, U – rohový.
Tupé klouby (C) – nejtypičtější svařované spoje, u kterých jsou konce spojovaných částí umístěny tak, že povrch jedné části je pokračováním druhé.
Při svařování silných obrobků je nutné opracovat spojované hrany, aby se zajistilo provaření v celém průřezu. GOST stanoví tvar okrajové sekce, velikost mezery b (mm) a míra otupení a (mm) mezi hranami. Tvar přípravy hrany může být ve tvaru V, U a X. Otevření hran a mezera jsou nezbytné pro zajištění svaření celého průřezu a otupení hran zabraňuje propálení.
T-klouby (T) – spoje, u kterých konec jednoho prvku přiléhá k povrchu jiného prvku svařované konstrukce pod určitým úhlem (nejčastěji pravým úhlem).
Přeplátované klouby (H) – jedná se o spojení, u kterých je jeden prvek spojení překrýván s jiným.
Rohové spoje (U) se provádí, když jsou svařované prvky umístěny v pravém nebo libovolném úhlu a svařování se provádí podél okrajů těchto prvků na jedné nebo obou stranách.
Druhou fází vývoje technologie ručního obloukového svařování je výběr typu a značky elektrody. Typy a požadavky na kovové elektrody pro ruční obloukové svařování konstrukčních a žáruvzdorných ocelí jsou regulovány normou GOST 9467-75.
Devět typů elektrod (E38, E42, E42A, E46, E46A, E50, E50A, E55, E60) je určeno pro svařování uhlíkových a nízkolegovaných konstrukčních ocelí; pět typů (E70, E85, E100, E125, E150) je určeno pro svařování legovaných a konstrukčních ocelí se zvýšenou a vysokou pevností.
Typ elektrody je označen písmenem E a číslem udávajícím garantovanou mez pevnosti svarového kovu (mez pevnosti v tahu σв). Písmeno A v označení znamená, že svarový kov navařený touto elektrodou má zvýšené plastické vlastnosti. Takové elektrody se používají při svařování nejkritičtějších svarů.
Označení typů elektrod pro svařování legovaných žáruvzdorných ocelí zahrnuje jakostní složení navařeného kovu (E-09M, E-09MX, E-05X2M, E-09X1MF, E-10X1M1NFB, E-10X5MF atd.). První index dvoumístného čísla odpovídá průměrnému obsahu uhlíku v navařeném kovu v setinách procenta. Pořadí písmenných označení chemických prvků se určuje klesajícím průměrným obsahem odpovídajících prvků v navařeném kovu. Chemické prvky obsažené v navařeném kovu se označují následujícími písmeny: B – niob, V – wolfram, G – mangan, D – měď, M – molybden, H – nikl, S – křemík, T – titan, F – vanad, X – chrom, Yu – hliník.
Každý typ elektrody odpovídá několika značkám, pro každou z nich byly vyvinuty technické podmínky. Značka elektrody je její průmyslové označení, charakterizující tyč a povlak.
Povlaky elektrod se dělí do dvou skupin: tenké (stabilizační) a silné (vysoce kvalitní).
Účelem tenkého povlaku je usnadnit zapálení oblouku a stabilizovat jeho hoření. Neposkytuje ochranu roztavenému svarovému kovu, a proto během svařování dochází k jeho oxidaci a nitridaci. Svar je křehký, porézní a obsahuje různé nekovové vměstky. Proto se při provádění nekritických svarů používají elektrody s tenkým povlakem. Vysoce kvalitní svarové spoje se vyrábějí elektrodami se silným povlakem.
Vysoce kvalitní povlak zajišťuje stabilní hoření oblouku; chrání roztavený svarový kov před účinky kyslíku a dusíku ve vzduchu; deoxiduje oxidy vytvořené ve svarovém kovu a odstraňuje neredukovatelné oxidy do strusky, leguje svarový kov, odstraňuje síru a fosfor z roztaveného svarového kovu; vytváří na svarovém kovu struskovou krustu, zpomaluje jeho chlazení a tím podporuje uvolňování plynů a nekovových vměstků na povrch svarového kovu.
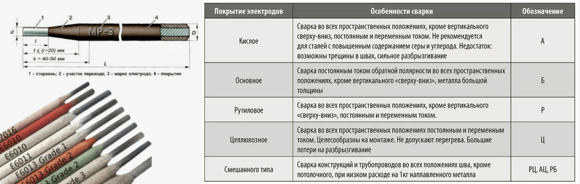
Podle typu povlaku se elektrody dělí na: A – s povlakem z rudy a kyseliny, B – se zásaditým povlakem, R – s rutilovým povlakem, C – s celulózovým povlakem.
Rudno-kyselé nátěry (A) obsahují rudy ve formě oxidů železa a manganu; při tavení uvolňují kyslík schopný oxidovat kov lázně a legující nečistoty. Pro snížení vlivu kyslíku se do povlaku zavádějí deoxidační činidla ve formě feroslitin. Kyselé povlaky mají dobré svařovací a technické vlastnosti, jsou vysoce produktivní a umožňují svařování kovu s oxidovanými hranami a okujemi a získání hustých svarů. Navařený kov má však relativně nízkou rázovou houževnatost a plasticitu a snížený obsah legujících prvků; navíc jsou tyto elektrody toxické. Tento typ zahrnuje povlaky OMM-5, CM-7, CM-8 atd.
Základní nátěry (B) jsou založeny na kazivci CaF2 a mramor. Tyto povlaky elektrod poskytují vysoce kvalitní svarový kov a používají se pro svařování kritických svarů. Protože hlavní povlaky elektrod během skladování absorbují vlhkost, musí být před použitím kalcinovány. Okraje svařovaných výrobků musí být důkladně očištěny od okuhů a nečistot, jinak se ve svaru vytvoří póry. Široce se používají elektrody následujících značek: UONI-13/45, UONI-13/55, SM-11, ANO-7, ANO-8 atd.
V rutilových povlacích (R) Hlavní složkou je rutil TiO2Díky svým vysokým svařovacím a technologickým vlastnostem, mechanickým vlastnostem svarového kovu a příznivým hygienickým vlastnostem našly elektrody s rutilovým povlakem široké uplatnění, mimo jiné jako náhrada za elektrody s rudně-kyselým povlakem. Mezi rutilové povlaky patří CM-9, MR-3, ANO-3, ANO-5, OZS-3 atd.
Celulózové povlaky (C) obsahují velké množství organických složek, které se během procesu tavení rozkládají a poskytují plynovou ochranu roztaveného kovu. Tyto povlaky zajišťují kvalitní svary při splnění tepelných podmínek. Jejich nevýhodou jsou vysoké ztráty rozstřikem. Do této skupiny povlaků patří OMA-2, CC-1, VSC-4 atd.
Hlavním parametrem režimu ručního obloukového svařování je hodnota svařovacího proudu, která se určuje podle průměru elektrody. Při svařování tupého švu v dolní poloze se používá vzorec
kde ISt. – svařovací proud, A; dэ – průměr elektrody, mm; К – koeficient úměrnosti, К=30. 50.
U tupých spojů se průměr elektrody volí v závislosti na tloušťce svařovaných hran.
Kvalita svařování je významně ovlivněna délka oblouku Lд (mm). Krátký oblouk hoří stabilně a tiše. Zajišťuje vysoce kvalitní svar, protože roztavený kov elektrody rychle prochází obloukovou mezerou a je méně náchylný k oxidaci a nitridaci. Příliš krátký oblouk však způsobí, že elektroda „zamrzne“, oblouk se přeruší a svařovací proces se naruší.
Dlouhý oblouk hoří nestabilně a s charakteristickým syčivým zvukem. Hloubka tavení je nedostatečná, roztavený kov elektrody stříká a je více oxidovaný a nitridovaný. Svar je beztvarý a svarový kov obsahuje velké množství oxidů.
Nejrozšířenějším obloukem je tuhá charakteristika, když napětí oblouku Uд (B) je prakticky nezávislá na síle proudu a je úměrná jeho délce LдTakový oblouk hoří stabilně a zajišťuje normální svařovací proces.
Svařovací proces zahrnuje nejen dobu hoření oblouku, ale i pomocné operace (instalace elektrody, otáčení součásti atd.). Další čas závisí na organizaci pracoviště, kvalifikaci svářeče a je zohledněn koeficientem produktivity.

Svařovací elektroda je kovová vodivá tyč se speciálním povlakem, která slouží k napájení svařovacího stroje a k vytvoření stabilního elektrického oblouku.
Společné vlastnosti
Na ruském trhu existuje mnoho typů svařovacích elektrod, které se používají v závislosti na materiálu svařovaných dílů, technologii procesu a požadavcích na pevnost spoje. Vysoce kvalitní elektrody zajišťují stabilní oblouk, rovnoměrné tavení, čistý šev, minimální rozstřik a nízkou toxicitu. Vzhledem k rozmanitosti charakteristik je obtížné vyvinout jednotnou klasifikaci, takže výrobci často používají vlastní technické specifikace (TU).
Jmenování
Existuje klasifikace kovových elektrod pro ruční obloukové svařování podle GOST 9466-75, která je seskupuje podle několika parametrů.
Elektrody jsou označeny písmennými symboly, které označují oblast použití produktů a typ zpracovávaných materiálů:
- “U” – pro spojování dílů vyrobených z uhlíkových a nízkouhlíkových ocelí;
- “L” – pro svařování konstrukčních ocelí;
- „T“ – pro práci s legovanými, žáruvzdornými ocelemi;
- “B” – pro svařování vysoce legovaných ocelí a slitin;
- “H” – pro povrchové svařování.
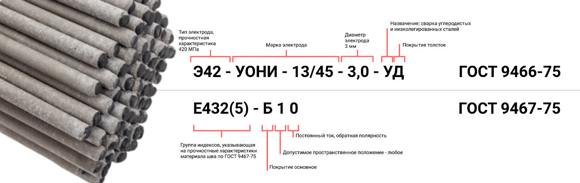
Kromě písmen obsahuje označení číslice, které udávají minimální pevnost v tahu svarového kovu v kgf/mm2. Písmenný index za číslicemi označuje plastické vlastnosti, viskozitu a omezení chemického složení svarového kovu.

Pracovní poloha elektrody
V závislosti na přípustné prostorové poloze elektrody se dělí do 4 kategorií: 1 – univerzální, bez omezení; 2 – libovolný vektor kromě svaru „shora dolů“; 3 – libovolný vektor kromě obrácené horizontální roviny; 4 – pouze spodní horizontální svar.
GOST 9466-75 obsahuje vysvětlení týkající se kvalitativních charakteristik povlaku.
Tloušťka povlaku
Pro klasifikaci tloušťky povlaku elektrody se používá poměr vnějšího průměru k průměru kovové tyče. V závislosti na koeficientu získaném v důsledku výpočtů je elektroda zařazena do jedné ze čtyř skupin:
V průměru je tloušťka povlaku 1–3 mm neboli 15–30 % celkové hmotnosti výrobku.
- tenký („M“) – méně než 1,2;
- střední („C“) – v rozmezí 1,2–1,45;
- tlustý („D“) – v rozmezí 1,45–1,8;
- extra tlustý („G“) – více než 1,8.
Běžné typy elektrod
Při výběru svařovacích elektrod je nutné zvážit typ povlaku, který může obsahovat kovy, organické látky, minerály a pojiva. Podle GOST 9466-75 se povlaky dělí na kyselé, celulózové, rutilové a zásadité. Existují také elektrody se smíšeným povlakem, například rutil-celulóza nebo rutil-kyselina. Při výběru elektrod věnují odborníci pozornost typu povlaku, protože na něm závisí kvalita výsledku svařování.
- Elektrody potažené kyselinou obsahují oxidy železa, manganu a křemíku. Používají se ke svařování nekritických celků a konstrukcí. Tyto elektrody jsou necitlivé na vodní kámen a rez a umožňují práci s prodlouženým svařovacím obloukem v režimu stejnosměrného i střídavého proudu. Během svařovacího procesu se uvolňuje značné množství kyslíku, což zajišťuje hladký svar bez pórů. Vysoký obsah toxických oxidů manganu je však zdraví škodlivý, proto se tyto elektrody nahrazují směsnými elektrodami rutil-kyselina.
- Elektrody potažené celulózou Používají se ke svařování nízkolegovaných ocelí. Zajišťují hladký a čistý kořenový svar, stabilně hoří a snadno se zapalují. Povlak obsahuje asi 50 % organické hmoty, zejména celulózy, což snižuje množství škodlivých látek v emisích plynů. Mezi výhody těchto elektrod patří malé množství strusky a dobrá ochrana svarové lázně. Mají však i nevýhody: silné rozstřikování a nedostatečná plasticita svarů, spojená s vysokým obsahem organických nečistot v povlaku.
- Rutilové elektrody Jsou všestrannou volbou pro svařování nízkouhlíkové oceli, montáž potrubí a opravy díky své odolnosti proti praskání. Jejich povlakové složení obsahuje oxid titaničitý, oxid křemičitý, uhličitan vápenatý a hořčík. Elektrody s rutilovým povlakem mají řadu výhod: rovnoměrné tavení, minimální rozstřik, snadné zapálení oblouku, čisté svary, snadné odstraňování strusky a nízká toxicita.
- Bazické obalené elektrody Používají se pro svařování kritických konstrukcí, kde jsou vyžadovány vysoce pevné svary. Poskytují vysokou tažnost a rázovou houževnatost svarů, ale mohou být citlivé na vlhkost a vyžadují pečlivou přípravu povrchu dílů. Práce s takovými elektrodami může být pro začátečníky obtížná kvůli nutnosti udržovat určitou délku elektrického oblouku a stabilitu při práci se střídavým proudem.
Chcete-li se dozvědět více informací o tématu „Jak vybrat elektrody pro svařování?“, přečtěte si náš článek o Zenu.
 O nás
O nás - O nás
- Naši manažeři
- Doručovací služba
- Platba a podrobnosti
- Práce ve společnosti
- Předpisy o zpracování osobních údajů
- Výroba
- Ocelové spojovací prvky
- Nerezové spojovací prvky
- Pozinkované spojovací prvky
- Mosazné spojovací prvky
- Vysoce pevné spojovací prvky
- Antivandal uzávěry
- Služby
- Výpočet chemické kotvy
- Malování spojovacích prostředků
- Zinkování spojovacích prvků
- Testování spojovacích prvků
- Инженерные услуги
- Komplexní zásobování
- informace
- Články o spojovacím materiálu
- Normy DIN/GOST/ISO
- Dokumentace dle GOST
- Certifikáty produktů
- Video o instalaci spojovacích prvků
- Katalogy výrobců
+7 (495) 230-10-82 vícekanálový
Po-Čt od 9:00 do 18:00 (sklad od 9:30 do 19:00)
Pá do 17:00
So-Ne – zavřeno
Centrální sklad: Moskevská oblast,
Městský obvod Leninsky, městská osada Bobrovo
e-mail: [email protected]