Jak správně pájet páječkou
Pájení je jednou z klíčových fází výroby elektronických produktů. Kvalita pájeného spoje určuje spolehlivost a životnost konečného produktu. K jeho zvýšení se používají speciální sloučeniny (tavidla) – v tomto článku se podíváme na jejich typy a funkce, které plní ve výrobním procesu.
Obecný popis procesu pájení
Ve své nejobecnější podobě je proces pájení vytvořením pájeného spoje mezi kovovými koncovými povrchy elektronických součástek a podložkami desek s plošnými spoji pomocí roztavené pájky. Když ztuhne, vytvoří mezi nimi vodivý most. Kvalita pájeného spoje závisí na následujících vlastnostech spojovaných kovových povrchů:
- Čistota. Při práci s kovy a při jejich skladování se v důsledku interakce se vzdušným kyslíkem a jinými účinnými látkami (například kyselinami) vytváří film skládající se z oxidů a solí. Zhoršuje kvalitu pájeného spoje, protože zabraňuje přímému kontaktu pájky s kovovým povrchem. Navíc se takový film tvoří i na povrchu samotné pájky při jejím zahřívání. Čím čistší jsou kovové povrchy bezprostředně při pájení, tím vyšší je kvalita pájeného spoje.
- Smáčivost. Pájka je v době pájení kapalinou (taveninou), která následně tuhne a tvoří pájený spoj. Aby to bylo spolehlivé, musí být spojované povrchy dobře navlhčeny roztavenou pájkou – to znamená, že se po nich musí rozprostřít, tvořit konkávní zaoblení a neshromažďovat se v kapce. Čím vyšší je tedy smáčivost styčných ploch, tím vyšší je kvalita pájeného spoje.
Kromě toho jsou důležité fyzikální a chemické vlastnosti samotné pájky – zejména povrchové napětí její taveniny. Čím nižší je tento indikátor, tím lépe se roztavená pájecí směs rozprostře po vývodu elektronické součástky a kontaktní ploše desky plošných spojů. To je nutné, aby se pájka při vytvrzení spolehlivěji přilepila na kovové povrchy díky adhezi.
Hlavní funkce tavidla
Na kovových površích se neustále tvoří filmy oxidů a solí. Jejich vzhled lze zcela eliminovat pouze nanesením izolačního povlaku, ale v tomto případě je pájení součástí nemožným. Jediným způsobem, jak odstranit filmy a zabránit jejich vzhledu během instalace elektronických součástek na desku s plošnými spoji, je použití tavidel. Tyto sloučeniny plní několik funkcí.
- Odstranění oxidového filmu. Tavidlo s ním chemicky interaguje, ničí ho a odstraňuje z kovových povrchů, aby byl zajištěn jejich spolehlivý kontakt s pájkou. Mechanismus působení toku v tomto případě může být odlišný. Například pájecí kyselina obsahující chlorid zinečnatý a kyselinu chlorovodíkovou rozpouští oxid železitý a tvoří chlorid železitý, který je značně těkavý, což usnadňuje odstraňování filmu. Pryskyřičné kyseliny v kalafuně při kontaktu s oxidovým filmem tvoří pevné, ale křehké soli, které se mechanicky odstraňují hrotem páječky.
- Zlepšený tok pájky. K tomu dochází snížením účinku povrchového napětí. Díky tomu se roztavená pájecí hmota rovnoměrně rozprostře (zavlhčí) po celém povrchu vývodu elektronické součástky a kontaktní plošky desky s plošnými spoji. Snížením povrchového napětí navíc lépe proniká kovovou strukturou a poskytuje mechanickou pevnost pájenému spoji.
- Ochrana kontaktních ploch. Při pájení se kontakty elektronických součástek a desek plošných spojů zahřívají, což může vést k jejich opětovné oxidaci. Tavidla při ničení starého oxidového filmu současně izolují kovový povrch od opakované interakce se vzdušným kyslíkem nebo jinými aktivními látkami. V okamžiku nanesení pájky se kompozice odpaří a nový oxidový film se nestihne vytvořit, čímž je zajištěn přímý kontakt kovových povrchů.
Některé typy tavidel navíc zlepšují kvalitu svaru a zvyšují elektrickou vodivost pájeného spoje.
Složení tavidla pro pájení
Pojem „tavidlo“ v pájení označuje různé látky na bázi organických a anorganických složek, jakož i jejich kombinace, které mají různé fyzikální a chemické vlastnosti. Obecně složení tavidla zahrnuje:
- Aktivátory, které působí na oxidový film a usnadňují jeho odstranění z kontaktních ploch;
- Chrániče, které vytvářejí ochrannou vrstvu a chrání kontaktní plochy před opětovnou oxidací;
- Rozpouštědla, která dodávají tavidlu potřebnou konzistenci a určují způsob jeho aplikace;
- Další přísady – stabilizátory, zahušťovadla, barviva a také aktivní složky, které zlepšují kvalitu pájeného spoje.
Většina tavidel používaných při výrobě elektronických produktů je na organické bázi. Mají menší chemickou aktivitu, a proto nezpůsobují korozi kontaktních ploch a materiálů elektronických součástek a desek plošných spojů.
Požadavky na tavidla
Chemické složení použitého tavidla je určeno vlastnostmi materiálů a výrobků, které se při pájení spojují. Zejména v radioelektronickém průmyslu je vyloučeno nebo omezeno použití kompozic obsahujících aktivní kyseliny – chlorovodíkovou, fosforečnou atd. Tyto vysoce aktivní složky dobře rozpouštějí oxidové filmy, ale působí i na samotný kov kontaktních ploch jeho korozi. Pokud technologický proces stále zahrnuje použití právě takových tavidel, musí být po pájení odstraněny jejich zbytky z povrchu desky.
Pro sektory elektronického průmyslu spojené s výrobou kritických elektronických produktů (např. letecký, energetický nebo vojenský sektor) je důležitá pevnost pájených spojů, která jim umožňuje odolat vysokému mechanickému, chemickému a klimatickému zatížení. Proto používají tavidla, která zajišťují nejkvalitnější rozprostření a vysokou přilnavost pájky ke kontaktním plochám.
Kromě toho se v posledních letech věnuje velká pozornost bezpečnosti a šetrnosti k životnímu prostředí elektronického průmyslu. Normy přijaté v Evropě, USA a dalších vyspělých zemích omezují používání škodlivých látek, které mohou poškodit zdraví pracovníků a způsobit znečištění životního prostředí. To nutí výrobce používat tavidla obsahující méně toxických složek.
Z technologického hlediska musí tavidlo splňovat následující požadavky:
- Rovnoměrné rozprostření po ošetřovaném povrchu pro lepší čištění od oxidů;
- Nižší viskozita a hustota ve srovnání s pájkou – to je nutné pro efektivní vytlačení tavidla z oblasti pájeného spoje přímo při pájení;
- Odolný vůči vysokým teplotám během tavení;
- Minimální dopad na materiály PP a elektronické součástky, pokud možno při zachování základních vlastností tavidla;
- Schopnost poskytovat vysoce kvalitní pájení na horizontálních i vertikálních plochách;
- Snadné odstranění zbytků tavidla po dokončení pájení.
V takových případech je často nemožné splnit všechny požadavky jedním tavidlem, při pájení lze použít několik sloučenin. Například tavidla obsahující organické a anorganické kyseliny účinně působí proti oxidům. A k ochraně vyčištěných kovových povrchů před reoxidací se používá kalafuna, vazelína a vosk.
Aplikace tavidla
Aplikace tavidla na zpracovávaný povrch závisí na typu pájených dílů, způsobu pájení a výrobních vlastnostech:
- Ručně pomocí štětce v kusové a malosériové výrobě při provádění oprav;
- Pomocí sítotisku – tato metoda se používá pro malo- a střední výrobu elektronických produktů;
- Automatizovaným způsobem pomocí dávkovačů a ultrazvukových trysek ve střední a velkosériové výrobě.
Tavidla jsou také součástí hotových pájecích past a dodávají se spolu s pájkou na pracovní plochu přímo při pájení.
Většina tavidel vyžaduje čištění po pájení – to platí zejména pro aktivní a aktivované sloučeniny, včetně organických a anorganických kyselin a solí. Tyto součásti jsou vysoce reaktivní a mohou způsobit korozi desky plošných spojů nebo pájených spojů. Tavidla No-clean nevyžadují povinné čištění, přesto se doporučuje zachovat čistý vzhled konečného elektronického výrobku a zjednodušit jeho následné opravy a servis.
Katalog společnosti SMTtech představuje řadu tavidel pro různé druhy pájení elektronických součástek. Prodáváme spotřební materiál od předních dodavatelů z Ruska a dalších zemí pro malé podniky, opravny atd., jakož i pro organizování velkovýroby.
V případě poškození vodičů různých domácích spotřebičů, rozbitých kontaktů v zásuvkách a při opravách desek s elektrickými obvody je nejspolehlivějším způsobem připojení kovových částí a vodičů pájení, které se provádí doma pomocí páječky. Tento článek bude diskutovat o tom, jak správně pájet s páječkou. Je třeba mít na paměti, že pomocí páječky je obtížné spojovat (pájet) velké díly, protože kvůli velkému chladiči je velmi problematické je zahřát na teplotu rovnou bodu tání pájky. Páječku lze také použít pouze s měkkými pájkami, které jsou nízkotavitelné, jinak budete muset použít jiné způsoby spojování výrobků. Podle způsobu ohřevu se všechny páječky dělí na domácí, které obsahují spirálové nebo keramické topné těleso a jsou napájeny ze sítě, plynové, vybavené plynovým hořákem, indukční a horkovzdušné. V každodenním životě je oprávněné používat standardní typy páječek, které jsou elektrické.

Příprava páječky k použití
Jako každé jiné elektrické zařízení jsou všechny typy „domácích“ páječek rozděleny do typů v závislosti na napětí elektrické sítě. Standardní spotřebiče fungují z běžné domácí zásuvky a jsou napájeny jednofázovým napětím 220V (230/50) AC. Existují také možnosti pracující na třífázový proud s napětím 380 V a nízkonapěťové páječky pro 12 V. Nejnovější modely se zpravidla používají v podmínkách zvýšeného nebezpečí, protože jejich použití v každodenním životě je neopodstatněné; připojení vyžaduje použití snižovacího transformátoru a také mají malý výkon a doba ohřevu hlavního prvku je příliš dlouhá. Pro úspěšný výsledek je tedy vybrán model se standardním napětím 230/50V. Kromě provozního napětí je jedním z hlavních důležitých parametrů tohoto elektrospotřebiče výkon.
Jak vybrat správný výkon páječky
- Pro pájení elektronických součástek, desek plošných spojů a mikroobvodů stačí výkon 40-60 W;
- Pro pájené díly do tloušťky 1 mm je použitý výkon 80-100 W, což je ideální pro pájení drátů;
- Pro pájení dílů s tloušťkou stěny do 2 mm se používají páječky s výkonem 100 W a více. Doma se tento typ zpravidla nepoužívá, protože výkonné páječky mají svou vlastní specifickou oblast použití – pájení velkých dílů, radiátorů a podobně;
Pro domácí použití stačí mít dva typy páječek – nízký a střední výkon, které pomohou pájet všechny díly požadované v domě.
První zapnutí – páječka vždy kouří
Při prvním zapnutí nově zakoupené nové páječky začne kouřit a vydávat extrémně nepříjemný zápach. Je to zcela normální jev, protože všichni výrobci nanášejí na hrot speciální olej, aby se zabránilo tvorbě koroze a citlivosti na změny teploty. Díky tomu může být nástroj dlouhodobě skladován ve skladu při vysoké vlhkosti a náhlých změnách teploty. Po vyhoření oleje zmizí kouř a nepříjemný zápach.
Jak naostřit hrot páječky

Po prvním zapnutí, kdy nanesený olej zcela vyhoří, je potřeba páječku vypnout, nechat chvíli vychladnout na pokojovou teplotu a začít brousit hrot.
Samotný hrot páječky je vyroben ve formě válcové tyče z červené mědi, která je díky své vysoké tepelné vodivosti zahřívána pomocí nichromové spirálky na teplotu rovnou bodu tání pájky. Špička je na jedné straně zajištěna fixačním upínacím šroubem a na druhé straně má klínovitý tvar, který je typický pro drahé modely. Více možností rozpočtu nemá ostření jako takové, musíte to udělat sami.
K ostření můžete použít buď obyčejné kladivo, pilník nebo smirkový papír.
Brouší se pouze samotný hrot hrotu, který se odstraní povolením montážního šroubu. Pokud je design páječky neoddělitelný, budete muset jednat velmi opatrně, abyste nepoškodili samotné tělo
Tvar hrotu bude záviset na typu práce, která má být provedena, a může být buď klínový, nebo ve formě špachtle nebo tužky. Je také vhodné mít svěrák (při ostření pilníkem nebo smirkem), ve kterém je hrot před zpracováním pevně upevněn.
Jak je uvedeno výše, v závislosti na typu požadované práce se hrot brousí následovně:
- Ostření ve formě plochého šroubováku nebo pomocí úkosu pouze na jedné straně (úhlové ostření). Tento typ se používá při pájení poměrně velkých dílů, protože plocha kontaktu mezi hrotem a samotným výrobkem se zvětšuje. Podobný tvar lze snadno docílit kladivem, nebo můžete konec zapilovat, nejlépe zabrousit pod úhlem 30-40 stupňů a vytvořit klín. Výsledná ostrá hrana je rovněž zabroušena do roviny široké asi 1 mm. Často nastává situace, kdy je hrot páječky, který byl právě zakoupen, již podobným způsobem nabroušen, ale zároveň je pokryt vrstvou tzv. patiny – nazelenalého oxidu kyslíku a mědi. V tomto případě se odstraní pilníkem nebo jemnozrnným brusným papírem;
- Ostření ve formě kužele (pyramida, což je mnohem jednodušší). Jehlan lze získat také pomocí pilníku a všechny čtyři vytvořené hrany by měly být identické, s šířkou hrany přibližně 2-3 mm. Tento typ zpracování je vhodný pro pájení tenkých drátů a malých dílů, protože v tomto případě je mnohem snazší řídit množství ohřevu. V takových případech někteří řemeslníci jednoduše udělají malý řez na okraji hrotu, což jim umožňuje pájet nebo odpájet požadovaný prvek jedním dotykem;
- Ostření je ve formě kužele (pyramidy), ale hrot hrotu je potřeba otupovat, což je perfektní pro pájení silnějších drátů;
Po nabroušení hrotu je nutné jej co nejrychleji pocínovat, což zabrání oxidaci mědi na vzduchu. V opačném případě bude nutné přeostření.
Jak pocínovat páječku

Pocínování hrotu páječky se provádí pomocí tenké vrstvy pájky, konkrétně cínu. Tento postup zabrání korozi a výrazně prodlouží její životnost.
Existují dva hlavní způsoby pocínování hrotu:
- Připojte páječku k elektrické síti a počkejte, až se zahřeje. V této situaci je důležité nepřehřívat páječku, jinak se hrot jednoduše spálí. Když se měď zahřeje do oranžově načervenalé barvy, je třeba hrot opřít o kousek kalafuny nebo pryskyřice. Kalafuna začne silně kouřit, to je normální. Postup by měl být prováděn, dokud není celý hrot pokrytý kalafunou, poté se přidá malý kousek pájky, který by se měl rozložit po celém povrchu. V tomto případě je možné otírat hrot o dřevěné prkno, což podporuje lepší rozložení pájky;
- Připojte páječku k elektrické síti a počkejte, až se zahřeje. Poté otřete nahřátý hrot hadříkem namočeným v roztoku chloridu zinečnatého, poté na hrot natavte kousek pájky a potřete kouskem kuchyňské soli nebo čpavku.
V prvním i druhém případě musí být celý povrch hrotu pokryt vrstvou pájky. Tento postup bude nutné čas od času podle potřeby opakovat.
Jak používat páječku

Jak bylo uvedeno výše, k provádění téměř všech typů pájecích prací doma stačí mít pár páječek různého výkonu, i když někteří dávají přednost nákupu zařízení s vestavěným regulátorem nebo použití pájecí stanice.
Abychom měli představu o tom, jak správně pájet páječkou, je nutné pochopit technologii samotného procesu.
Páječka se v každodenním životě obvykle používá k pájení nebo odpájení drátů nebo malých rádiových součástek. Při provádění pájení musíte přísně dodržovat určitou posloupnost akcí. Sebe technologie pájení je následující:
- Pečlivě připravte všechny díly pro zamýšlené pájení;
- Ošetřete díly tavidlem a pocínováním;
- Zahřejte části, které je třeba pájet, na požadovanou teplotu;
- Ošetřete díly v místě pájení pájkou;
Při pečlivém dodržení výše uvedených bodů bude pájení dokončeno. Při správném provedení má oblast pájení jasný lesk a požadované produkty jsou bezpečně připojeny. Pokud se nanesená pájka zdá matná, je nutné proces zopakovat, protože teplota ohřevu během pájení nebyla dostatečně vysoká. V takovém případě bude spojovací bod extrémně křehký a nebude zde žádný elektrický kontakt.
Pokud je teplota ohřevu příliš vysoká, bude pájená oblast vypadat spálená, což také naznačuje, že samotný proces nebyl proveden správně. Z hlediska elektrické vodivosti má takové spojení právo na existenci, díly budou bezpečně upevněny, ale například v případě pájení kabeláže je vhodné tento proces opakovat znovu při požadované teplotě.
Jak se připravit na pájení
V závislosti na tom, jaký typ práce je třeba provést, se pro tento proces provádějí určité přípravy.
K pájení vodičů je v první řadě nutné očistit potřebné konce od stávající izolace a důkladně je očistit. Pro pájení napájecích vodičů by měla být exponovaná oblast dlouhá asi 10-15 centimetrů pro malé, bude stačit 7-10 milimetrů.

Izolace se snadno odstraní nožem, po kterém je třeba pečlivě zkontrolovat obnažený drát.
Pokud existuje lakový povlak nebo oxidový film, je třeba je odstranit, což lze provést několika způsoby:
- Mechanicky, což je vhodné pouze pro jednožilové dráty velkého průměru. Pomocí jemnozrnného brusného papíru jsou holé konce drátů pečlivě očištěny do jasného lesku. Je extrémně nežádoucí používat tuto metodu pro tenké lankové dráty, protože v tomto případě existuje vysoká pravděpodobnost jejich zlomení;
- Chemicky. Oxidový film lze snadno odstranit alkoholovými roztoky nebo rozpouštědly. Co se týče lakování, v tomto případě se používají běžné tablety aspirinu, na které se položí odkrytá část drátu a společně se zahřejí páječkou. Při této metodě zpracování se objevuje nepříjemný zápach, takže veškerá práce musí být prováděna v dobře větraném prostoru;
Pokud jsou vodiče uvnitř izolace potaženy lakem nebo emailem, můžete přímo během samotného procesu použít speciální „tavidlo pro pájení lakovaných drátů“. Jedinou výhradou je, že po dokončení pájení je nutné jej opatrně odstranit hadříkem, aby se v budoucnu zabránilo zničení samotného drátu.
Při pájení drátů na jakýkoli kovový povrch se příprava na proces provádí podobným způsobem – oblast se očistí jemnozrnným brusným papírem do kovového lesku, poté se povrch ošetří roztokem alkoholu nebo rozpouštědlem, aby se odstranily mastné usazeniny . Po všech těchto přípravách jsou díly připraveny k přímému pájení.
Zpracování dílů pomocí tavidla nebo pocínování.
Aby byl zajištěn kvalitní kontakt dílů při pájení, musí být předem upraveny tavidlem nebo pocínovány. Zpravidla se volí jedna z metod, protože dávají stejné výsledky.
Ošetření cínováním
Předpokladem úspěšného pájení je pocínování drátů a povrchů. Stejně jako při pocínování hrotu páječky je potřeba připravit pájku a kousek kalafuny. Zahřátá páječka taví kalafunu, načež se na ni položí holý kus drátu.

Poté pokračuje zahřívání drátu v roztavené kalafuně a musí se periodicky otáčet. Po pokrytí celého holého konce kalafunou se na hrot páječky nabere malé množství pájky (cínu) a vede se podél holého drátu (předtím vyjmutého z kalafuny), který se také otočí pro kompletní aplikaci.

Celý holý konec drátu musí být zcela pokryt pájkou, například odizolované měděné konce se po zpracování stanou stříbrnými.
Zpracování tavidlem
Stejně jako pocínování je tavidlo povinné. Z obalu se tavidlo sbírá štětcem a nanáší se na odkrytou část drátu, v tomto okamžiku lze zpracování považovat za dokončené.
Nuance použití takového spotřebního materiálu, kterým je slitina kovů, spočívá v tom, že je nutné pokaždé individuálně zvolit požadovaný typ tavidla v závislosti na typu pájených materiálů, teplotě pájení, teplotě tavidla. pevnost materiálů a také odolnost vůči korozi.
Zpravidla se používají následující hlavní typy tavidel:
- LTI-120, borax – pro hliníkové a měděné dráty;
- POS-50, POS-60, POS-4 – používá se pro pájení mědi;
- P-250A, TsA-15, TsO-12 – používá se pro pájení hliníku;
Všechna tavidla mají tekutý základ, k jehož výběru je třeba přistupovat se zvláštní opatrností. Například pro pájení desek plošných spojů nelze použít tavidla na bázi kyseliny, která mohou poškodit celistvost izolace a způsobit korozi. V tomto případě jsou formulace vody nebo alkoholu perfektní.

Pro pájení drátů na kovovou část se však hodí kyselé tavidlo „Soldering Acid“, které lze zakoupit ve specializovaných prodejnách.
Zahřívání oblasti pájení
Aby bylo možné určit stupeň ohřevu pájené oblasti, existují dvě hlavní metody. Při použití pájecí stanice musíte dodržovat následující pravidla:
- Je nutné porovnat teplotu tavení pájky s teplotou pájeného místa a ta by měla být vyšší než asi 40-80 °C;
- Je nutné porovnat teplotu pájených dílů s teplotou hrotu páječky. Ten by měl být také o 20-40C vyšší;
Na stanici je tedy nutné ručně nastavit teplotu, která bude o 60-120C vyšší než teplota tavení pájky.
Při použití klasické páječky použijte špičku hrotu k zahřátí kalafuny nebo tavidla, dokud se nezačne vařit a uvolňovat páru, ale v žádném případě to nevede ke spalování. Když zvednete páječku, zbývající kalafuna nadále visí na hrotu ve velkých kapkách.
Přidání pájky
Po zahřátí pájecí oblasti se do ní přidá potřebná pájka.
Pokud potřebujete připájet dva malé drátky, nanáší se na hrot páječky ve velmi malém množství v roztavené formě. Hrot páječky se spustí do tvrdé pájky a drží se tam, dokud se nezačne tavit, načež se do oblasti pájení přidá velmi malé množství (hrot hrotu by měl být jen bílý, přebytek je třeba setřást) .
Při pájení prvků dostatečně velkých rozměrů je dovoleno nanést pájku v pevné formě (drátem) přímo do vlastní zóny a následně ji na konkrétním místě roztavit páječkou.
V tomto případě, když jsou vystaveny vysoké teplotě, kalafuna nebo tavidlo se začnou odpařovat a roztavená pájka zaujme jejich místo a poskytne spolehlivé spojení. Je však vhodné odstranit přebytečnou pájku, což je zvláště důležité při pájení elektronických desek.
Tipy pro správnou práci s páječkou
Jak bylo uvedeno výše, dodržení všech výše uvedených bodů zaručuje správné a kvalitní pájení všech prvků.
Povinné čištění povrchů, cínování nebo tavidlo, zahřívání pájecí plochy, stejně jako přidání potřebného množství pájky zajistí pevné spojení požadovaných dílů. Všechny tyto znalosti přicházejí se zkušenostmi, takže proces pájení půjde „hladce“ až po opakovaných aplikacích a školení.
Jak se naučit pájet s páječkou
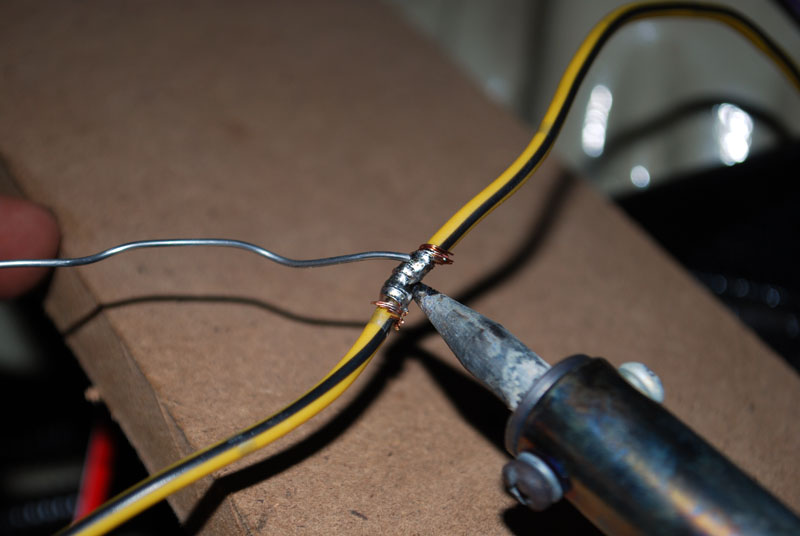
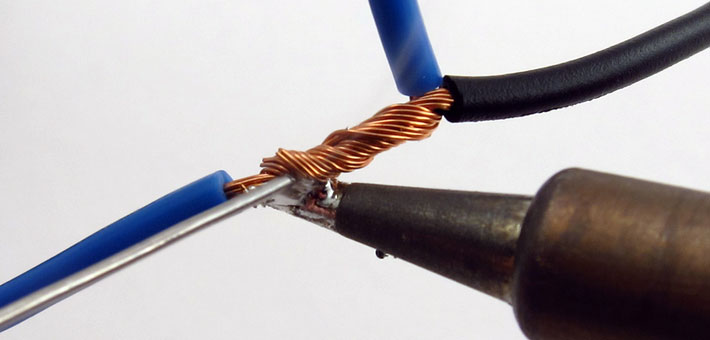
Aby v tomto oboru získali potřebné zkušenosti a rozuměli jak správně pájet dráty, můžete si procvičit pájení jednožilových vodičů středního průměru, k tomuto účelu se dobře hodí například instalační vodiče; Po rozřezání na malé kousky je třeba připájet dva holé konce. Jako obvykle se před pájením musí odizolované konce ošetřit pocínováním nebo tavidlem, poté je lze pro trvanlivější spojení stočit dohromady.
Po získání potřebných zkušeností s pájením jednožilových drátů můžete bezpečně přejít na vícežilové dráty, ale pro kroucení by bylo vhodnější použít kleště.
Abyste mohli vyhodnotit výsledek získané práce, musíte věnovat pozornost následujícím parametrům místa pájení:
- Pájená oblast by měla mít jasný lesk;
- Je nepřijatelné mít přebytečnou pájku v místě, kde jsou pájeny dráty;
- Vodiče musí být bezpečně připevněny k sobě a nesmí být citlivé na přetržení;
- Celistvost přilehlé izolace je zachována (žádné zuhelnatění nebo natavení);

Pokud je získán pozitivní výsledek, můžete přistoupit k pájení vodičů o větším průměru až 2,5 mm, které se obvykle používají pro pokládku silových rozvodů v bytových domech.
Dokončení pájení
Po dokončení procesu pájení je nutné důkladně omýt zbývající tavidlo (pokud je použito) pomocí jakéhokoli detergentu nebo mýdlového roztoku. Po dokončení práce musí být oblast pájení důkladně vysušena.
Tedy při dodržení všeho výše uvedeného pravidla pro páječku, lze dílo považovat za dokončené.